Products

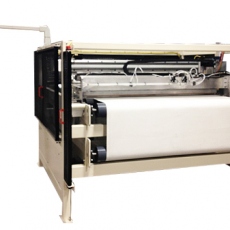
Inline Sheeter
The cross cutter is designed as a free standing unit that can monitor an incoming web of material and cut it off at a preset length. The unit will be controlled by an AB PLC. It will receive speed information from an encoder running on the product coming down the line. This recorded speed will be used to synchronize the flying cutoff conveyor with the product. The encoder also sends length information back to the PLC. When the preset length is reached, the cutter accelerates to line speed and clamps onto the product. There are 2 clamps, one upstream and 1 downstream. They both work together, locking down on both sides of the cut. The cross cut is handled by a Tidland Class III score cutter which is the same used in the inline slitting. The anvil in this case is a UHMW insert trapped onto a steel backup plate. Once the web is severed, the downstream clamp moves in the web direction so as to separate the sheet from the web. This prevents the cross cut from bonding back together. When this is done, the 2 clamps open and the cross cutter returns to its home position. The now cut sheet moves on downstream until it is supported by the discharge conveyor. This conveyor is powered with a VFD drive and can speed up with the exiting sheet. To ease the offloading of the sheets the angle of the conveyor can be changed with a push button control. The end of the conveyor can be lowered up to 24. Maintenance of the cross cutter blade is very simple. An interlocked side panel is hinged down to expose the score knife assembly. The operators reaches in and twists a lever that releases the knife holder from the knife body. Once removed, a backup holder can be snapped in place while the original knife can be changed out on the bench.