Contech USA
Open Menu
home
About Us
Products
Industry
FAQs
Testimonials
Visitors
News & Events
Contact
Products
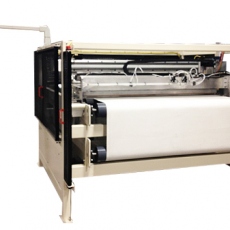
Inline Sheeter
< Back
Equipment Brochures
Custom Automation
Die Cutting Press
Heat Vacuum Applicator
Laminator
Punch Press
Rewinds
Sheeters
Slitter/Rewinders
Slitters
System Integration
Unwinds
Used Equipment
©2025 CONTECH.
All Rights Reserverd
.
Website design by Entermotion in Wichita, Kansas
Contact Us
Visit Out YouTube Channel!
Phone
Phone
Email
Email
Map
Map